




Balita
 Home / Balita / Balita sa industriya / Custom Stainless Steel Forging: Mga Grado, Proseso at Gabay sa Supplier
Home / Balita / Balita sa industriya / Custom Stainless Steel Forging: Mga Grado, Proseso at Gabay sa Supplier Custom Stainless Steel Forging: Mga Grado, Proseso at Gabay sa Supplier
 2026.05.27
2026.05.27
 Balita sa industriya
Balita sa industriya
Ang hindi kinakalawang na asero ay may built-in na kalamangan kaysa sa ordinaryong carbon steel: ang pinakamababang nilalaman ng chromium na humigit-kumulang 10.5% ay nagiging dahilan upang bumuo ito ng self-repairing oxide layer sa tuwing ang ibabaw ay nakalantad sa oxygen. Ang pag-forging ay higit na tumatagal ng kalamangan na iyon. Sa pamamagitan ng paglalapat ng compressive force sa matataas na temperatura, pinipino ng proseso ang panloob na istraktura ng butil, isinasara ang porosity, at gumagawa ng tuluy-tuloy na daloy ng butil na sumusunod sa tabas ng natapos na bahagi. Ang resulta ay isang bahagi na mas matibay at mas lumalaban sa pagod kaysa sa ginawa sa pamamagitan ng pag-cast o pagmachining mula sa bar stock—at sa custom na stainless steel forging, ang bawat geometric at materyal na variable ay maaaring i-dial sa kung ano mismo ang hinihingi ng application.
Bakit Nahihigitan ng Forging ang Casting at Machining para sa Stainless Steel
Ang casting ay nagpapakilala ng mga shrinkage voids, segregation, at isang ratom na istraktura ng butil na isotropic—ibig sabihin, ang mga mekanikal na katangian ay halos pantay-pantay sa bawat direksyon, na maganda ang tunog hanggang sa mapagtanto mo na ang mga real-world na load ay bihirang ilapat nang pantay-pantay sa bawat direksyon. Ang makina mula sa bar o plato ay mas malinis, ngunit ito ay pumuputol sa mga linya ng butil sa halip na sundin ang mga ito, na binabawasan ang lakas ng pagkapagod sa mga konsentrasyon ng stress tulad ng mga fillet at bores.
Ang custom na forging ay malulutas ang parehong mga problema. Ang compressive deformation ay nakahanay sa daloy ng butil sa kahabaan ng geometry ng bahagi—sa paligid ng flange shoulder, pababa sa isang shaft, sa pamamagitan ng valve body—kaya ang metal ay pinakamalakas nang eksakto kung saan ang stress ay pinakamataas. Ang tensile strength, yield strength, at impact resistance ay tumataas lahat , madalas sa pamamagitan ng 20–30% kumpara sa katumbas na cast o machined parts. Para sa mga bahaging gumagana sa ilalim ng cyclic loading, pressure, o corrosive na media, ang margin na iyon ay direktang nagsasalin sa pinahabang buhay ng serbisyo at pinababang gastos sa pagpapalit.
Ang layer ng oxide na nagbibigay ng hindi kinakalawang na asero ang resistensya nito sa kaagnasan ay pinalalakas din sa pamamagitan ng forging. Ang pagpapapangit ay nagsasara ng mga depekto sa antas ng ibabaw na kung hindi man ay magsisilbing mga lugar ng pagsisimula para sa pitting o crevice corrosion, at ang kasunod na heat treatment ay maaaring tiyak na tiyakin upang ma-optimize ang passive film para sa target na kapaligiran.
Pagpili ng Tamang Stainless Steel Grade para sa Iyong Pagpapanday
Ang pagpili ng grado ay ang nag-iisang desisyon na higit na nakakaapekto sa pagganap at gastos. Malaki ang pagkakaiba ng forgeability, corrosion resistance, at mechanical properties sa mga pamilya. Sumangguni sa a kumpletong gabay sa paggawa ng mga materyales, uri at pagpili para sa isang malalim na pagkasira ng mga pamilya ng haluang metal; ang talahanayan sa ibaba ay nagbubuod sa mga pinakakaraniwang pineke na hindi kinakalawang na grado at ang kanilang mga pangunahing kaso ng paggamit.
| Grade | Pamilya | Mga Pangunahing Katangian | Mga Karaniwang Aplikasyon |
|---|---|---|---|
| 304 / 304L | Austenitic | Magandang pangkalahatang kaagnasan paglaban, mahusay na formability | Pagproseso ng pagkain, sanitary fitting, pangkalahatang pang-industriya |
| 316 / 316L | Austenitic | Ang pagdaragdag ng molibdenum ay nagpapabuti sa chloride at acid resistance | Marine, pagproseso ng kemikal, parmasyutiko, mga katawan ng balbula |
| 410 / 420 | Martensitic | Mataas na katigasan pagkatapos ng paggamot sa init, katamtamang paglaban sa kaagnasan | Mga pump shaft, balbula stems, cutting tool, fastener |
| 2205 Duplex | Duplex | Mas mataas na lakas ng ani kaysa 316L, mahusay na chloride SCC resistance | Langis at gas, desalination, pulp at papel na kagamitan |
| 2507 Super Duplex | Super Duplex | Pinakamataas na paglaban sa kaagnasan, napakataas na lakas | Mga bahagi sa ilalim ng dagat, agresibong serbisyo sa kemikal |
| 17-4 PH | Pagpapatigas ng ulan | Mataas na lakas, mahusay na paglaban sa kaagnasan, napapatigas sa edad | Aerospace, depensa, mataas na pagkarga ng mga mekanikal na bahagi |
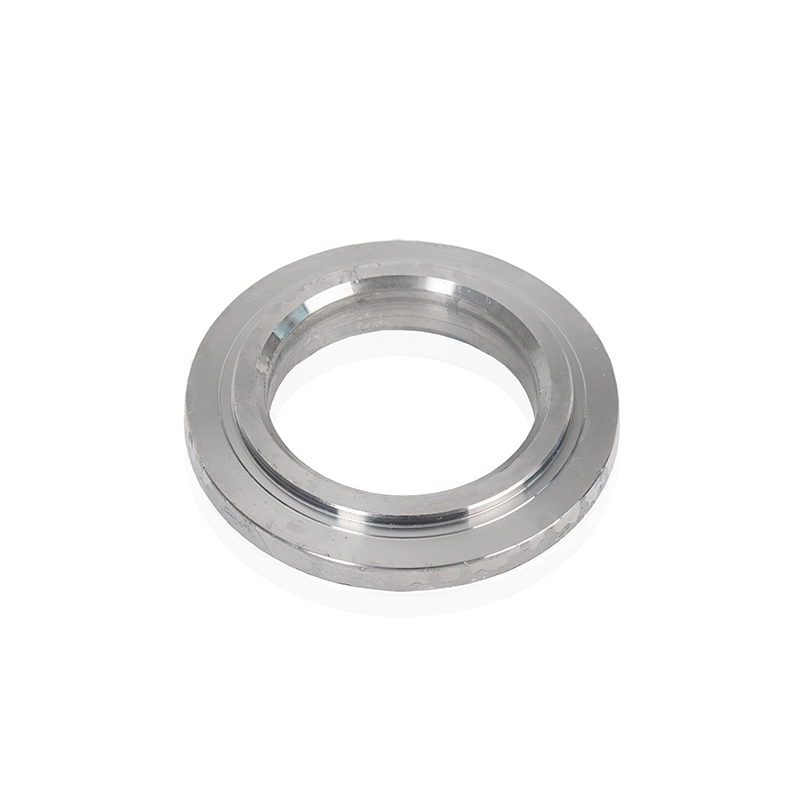
Para sa mga bahagi ng paghawak ng likido kung saan ang chloride stress corrosion crack ay isang alalahanin, 316L ang pinakamababang mapagpipilian; ang mga marka ng duplex ay nagkakahalaga ng karagdagang gastos sa materyal kapag agresibo ang mga kondisyon ng serbisyo. Tingnan ang aming 304L at 316L forged stainless steel fittings body bilang isang praktikal na halimbawa kung paano itinutugma ang pagpili ng grado sa mga kinakailangan sa aplikasyon sa mga bahagi ng produksyon.
Custom na Open Die vs. Closed Die Forging: Aling Proseso ang Akma sa Iyong Bahagi
Ang parehong mga proseso ay nagsisimula sa pinainit na hindi kinakalawang na asero billet, ngunit sila ay kumuha ng ibang-iba na mga landas patungo sa natapos na geometry.
Open die forging gumagamit ng flat o simpleng contoured dies na hindi ganap na nakakabit sa workpiece. Ang operator ay minamanipula ang billet sa pagitan ng mga press stroke upang makamit ang target na hugis. Ginagawa nitong lubos na nababaluktot ang proseso para sa malalaki, mabigat, o simpleng geometriko na mga bahagi—mga singsing, disc, shaft, bloke—kung saan ang hugis na malapit sa net ay hindi gaanong kritikal kaysa sa integridad ng istruktura. Ito ang gustong ruta para sa low-to-medium volume production at para sa malalaking bahagi kung saan ang pamumuhunan sa tool para sa mga closed dies ay magiging mahigpit.
Isinara ang die forging (tinatawag ding impression die forging) ay gumagamit ng mga katugmang dies na naglalaman ng isang lukab sa eksaktong hugis ng natapos na bahagi. Pinupuno ng metal ang lukab sa ilalim ng presyon, na gumagawa ng masikip na dimensional tolerance at mahusay na pagkakapare-pareho sa ibabaw. Ang prosesong ito ay nababagay sa mga kumplikadong geometry, mataas na dami ng produksyon, at mga bahagi kung saan ang pangalawang machining ay dapat mabawasan—mga valve body, flanges, transmission component, at instrument housing ay karaniwang mga halimbawa.
Ang desisyon sa pagitan ng dalawa ay hinihimok ng tatlong variable: part geometry complexity, kinakailangang dimensional tolerance, at inaasahang volume. Susuriin ng isang makaranasang kasosyo sa forging ang lahat ng tatlo bago gumawa sa disenyo ng tooling, na direktang nakakaapekto sa parehong gastos sa bawat bahagi at oras ng lead.
Mga Pangunahing Industriya at Application para sa Custom Stainless Steel Forgings
Ang kumbinasyon ng lakas, paglaban sa kaagnasan, at flexibility ng disenyo ay ginagawang default na pagpipilian ang forged stainless steel sa anumang kapaligiran kung saan magastos ang pagkabigo—nasusukat man sa downtime ng kagamitan, panganib sa kaligtasan, o kontaminasyon ng produkto.
- Langis, Gas, at Enerhiya: Valve body, pump impeller, compressor component, at wellhead fitting na gumagana sa ilalim ng mataas na presyon at nakikipag-ugnayan sa mga corrosive production fluid. Duplex at super duplex na grado ang nangingibabaw sa sektor na ito.
- Kagamitan sa Paghawak ng Fluid at Proseso: Ang mga custom na forging ay ginagamit sa buong pumping at valve system. Mga produkto tulad ng forged stainless steel spindle at spring tensioner parts para sa fluid equipment and plug valve stems at stainless steel valve component ipakita ang hanay ng mga bahagi ng katumpakan na makakamit sa pamamagitan ng kinokontrol na pag-forging.
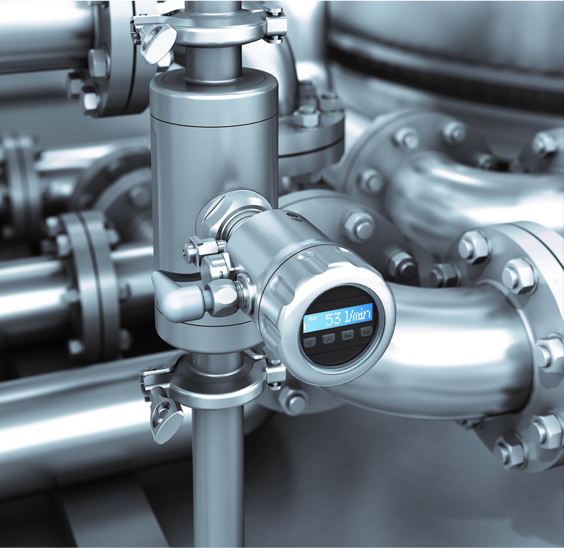
- Instrumentong Pang-industriya: Ang mga pressure transmitter body, sensor housing, at remote seal flanges ay nangangailangan ng dimensional na katumpakan at integridad ng ibabaw upang mapanatili ang mga leak-tight seal sa ilalim ng cycling pressure. Ang mga Austenitic na grado ay karaniwan dito dahil sa kanilang mga hindi magnetikong katangian.
- Engineering at Construction Machinery: Nakikinabang ang mga high-load na mekanikal na bahagi—mga kawit, drive coupling, elemento ng gearbox—sa superyor na paglaban sa pagod ng forged stainless kaysa sa mga alternatibong cast, partikular sa panlabas o marine na kapaligiran.
- Pagkain, Inumin, at Parmasyutiko: Ang mga sanitary fitting at mga bahagi ng pagproseso ay dapat matugunan ang mahigpit na pamantayan sa kalinisan. Ang makinis, walang depekto na ibabaw ng forged 304L o 316L ay nag-aalis ng mga bacterial harboring site na maaaring lumikha ng porosity sa mga casting.
- Marine at Offshore: Ang mga hardware, fastener, at structural fitting na nakalantad sa tubig-dagat ay nangangailangan ng chloride resistance na tanging 316L o duplex stainless forgings lamang ang mapagkakatiwalaang naghahatid sa haba ng serbisyo ng disenyo.
Mga Pamantayan sa Kalidad at Pagsunod
Ang pagkuha ng mga huwad na sangkap na hindi kinakalawang na asero ay dapat palaging sumangguni sa mga itinatag na pamantayan ng industriya. ASTM A473 ay ang pangunahing detalye na namamahala sa austenitic, duplex, ferritic, at martensitic stainless steel forging para sa pangkalahatang paggamit at para sa mababang-o mataas na temperatura na serbisyo. Tinutukoy nito ang mga limitasyon sa komposisyon ng kemikal, mga kinakailangan sa mekanikal na pag-aari, mga pamamaraan ng paggamot sa init, at mga protocol sa pagsubok ng tensyon batay sa timbang ng bahagi. Ang mga supplier na nagtatrabaho sa pamantayang ito ay dapat magpakita ng traceability mula sa hilaw na materyal sa pamamagitan ng tapos na forging. Maaari mong suriin ang buong saklaw ng detalye nang direkta sa ASTM A473 standard na detalye para sa hindi kinakalawang na asero forgings pahina.
Higit pa sa mga pamantayang materyal, dapat maghanap ang mga mamimili na may kamalayan sa kalidad ng ISO 9001 na sertipikasyon bilang katibayan ng isang dokumentadong sistema ng pamamahala ng kalidad, kasama ang kakayahan sa inspeksyon ng third-party kabilang ang ultrasonic testing, dye penetrant inspection, at dimensional na pag-uulat. Para sa mga sangkap na may pressure, maaaring kailanganin ang pagsunod sa PED (Pressure Equipment Directive) o katumbas na panrehiyong sertipikasyon.
Materyal traceability—ang kakayahang iugnay ang anumang ipinadalang forging pabalik sa isang partikular na init ng bakal na may ganap na sertipikasyon ng mill—ay hindi mapag-usapan sa mga regulated na industriya. Tanungin ang mga prospective na supplier kung paano nila idodokumento at pinapanatili ang chain of custody na ito bago maglagay ng order.
Ano ang Hahanapin sa isang Custom na Stainless Steel Forging Supplier
Hindi lahat ng forging shop ay pantay-pantay pagdating sa stainless. Ang haluang metal ay higit na mahirap gamitin kaysa sa carbon steel, nangangailangan ng mas mataas na temperatura ng forging, at mas sensitibo sa die design at lubrication. Ang isang supplier na walang dedikadong stainless na karanasan ay magbubunga ng hindi pantay-pantay na mga resulta—pag-crack ng ibabaw, pagkakaiba-iba ng dimensyon, o hindi sapat na pagpipino ng butil—na makikita lamang pagkatapos ng serbisyo ng mga piyesa.
Suriin ang mga kandidato ayon sa mga pamantayang ito:
- Saklaw ng materyal: Magagawa ba nila ang partikular na grado na kailangan mo, kabilang ang duplex o precipitation-hardening alloys? Ang kumpirmadong kakayahan na may hawak na mga sertipikasyon ng mill ay mas mahalaga kaysa sa isang mahabang listahan ng mga materyales sa isang website.
- Suporta sa engineering: Ang isang may kakayahang tagapagtustos ay dapat na makapagrepaso sa iyong guhit, magpayo sa paglalagay ng die parting line, draft angle, at materyal na pagtitipid sa pamamagitan ng near-net shaping. Ang engineering dialogue na ito sa yugto ng pagsipi ay pumipigil sa mga mamahaling rebisyon sa ibang pagkakataon.
- In-house na machining at pagtatapos: Ang mga supplier na maaaring mag-forge at makina sa iisang pasilidad ay binabawasan ang paghawak, i-compress ang lead time, at panatilihin ang dimensional na pananagutan sa dulo-sa-dulo.
- Dokumentasyon ng kalidad: Ang buong kakayahang masubaybayan ng materyal, mga talaan ng paggamot sa init, mga ulat ng mekanikal na pagsubok, at data ng inspeksyon ng dimensional ay dapat na mga karaniwang maihahatid, hindi mga extra.
- Kapasidad at lead time: Para sa mga custom na programa, kumpirmahin ang hanay ng press tonnage, mga tipikal na oras ng lead ng produksyon, at kung available ang prototype tooling bago mag-commit sa buong production tooling investment.
Para sa isang detalyadong balangkas upang gabayan ang iyong proseso ng pagsusuri ng supplier, tingnan ang aming mapagkukunan sa kung paano suriin at pumili ng isang custom na tagapagtustos ng metal forging . Binabawasan ng tamang kasosyo sa pagmamanupaktura ang kabuuang halaga ng pagmamay-ari—hindi lang presyo ng yunit—sa pamamagitan ng paghahatid ng mga bahaging gumaganap ayon sa tinukoy, ayon sa iskedyul, kasama ang dokumentasyong kailangan ng iyong sistema ng kalidad.











Pangunahing kasangkot ang aming mga produkto sa paggawa ng mga forged na sangkap para sa industriya ng automotiko, industriya ng makinarya ng konstruksyon, industriya ng instrumento ng pang -industriya, at industriya ng likidong kagamitan.Custom na pag -iwas sa mga tagagawa ng mga bahagi at mga tagabigay ng solusyon sa mga sangkap sa China.
Mabilis na mga link
Mga link sa produkto
Makipag -ugnay sa amin
-
Address:5 Junrong Road, Daitou Town, Liyang City, Jiangsu Province, China
-
Tel:+86-18112316383
